Understanding Water Repellent Technologies
Water repellent technologies have evolved a great extent since being introduced to the textile industry. The basis of achieving water repellent property to textiles is ‘hydrophobicity’, which means ‘fear of water’ or ‘lack of affinity for water’. Water repellency is achieved by lowering the surface energy of the fabric so that water will “bead” on the surface and won’t “wet out” the fabric (or garment).
At this point, it is very important to understand the difference between ‘water repellent’ and ‘water proof’. While the former entails the property of yarn/fabric not absorbing water into its matrix the latter means that the fabric will not give way to water through the construction. In general, a ‘water proof’ fabric has ‘water repellency’, but the reverse is not always necessary.
Hydrophobicity
As the word suggests, hydrophobicity means ‘fear’ or repulsion for water. Contact angle is the main parameter in determining hydrophobicity of any surface. Contact angle is an angle at which the liquid-vapour interface meets the solid-liquid interface. Higher the contact angle, lesser the water droplet’s contact with the surface, greater is the hydrophobicity of the surface, and so the surface is ‘water repellent’.
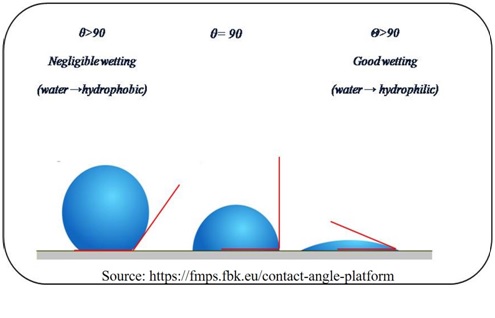
The surfaces having contact angle more than 90 degrees are called ‘hydrophobic’ and those with lesser than 90 degrees are called ‘hydrophilic’. It might be of interest to know that in case of lotus leaves, the contact angle is more than 170 degrees. These type of surfaces are called ‘super-hydrophobic’.
The Lotus Leaf Effect
Lotus leaves have unprecedented capability of rolling of water droplets off its surface by virtue of ‘super-hydrophobicity’. The fine architecture on the leaf surface, which results from the coexistence of micro-sized papillae (10-20 µm in height and 10-15 µm in width), nanoscale hair-like structures and a hydrophobic waxy cover all over, physically minimizes the droplet’s adhesion to that surface.
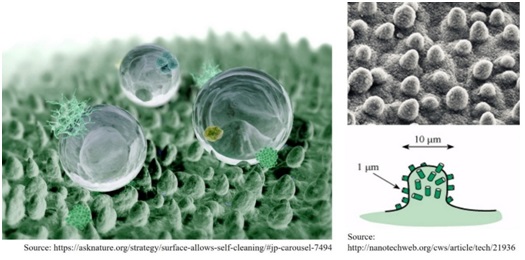
Several fabric finishes have been developed mimicking the ‘lotus effect’ and achieving high water repellency along with ‘self-cleaning’ attributes. As the water drops rolls off such highly water repellent surfaces, the dirt particles and other impurities on the surface are ‘carried along’.
Approaches to impart Water Repellency to Fabrics
- Spray-on and wash-in products: There are number of temporary solutions for creating waterproof (or ‘spill-proof’ to be precise) solutions for garments and fabrics by sprays or additives in home laundries. These solutions, although effective for one-off use, are not for long term and tend to diminish in effect in a few washing cycles.
- Fabric finishes: Finishes are the most common and widely used approach for imparting durable water repellency on fabrics and garments. These finishes (commonly called DWR finishes) are performed after the fabric is constructed. The oldest water repellent finishes for fabrics started with coatings of paraffin or wax but they used to wash out eventually. At present, these finishes mainly involved fluorocarbon based chemistries. Perfluorocarbons (PFC’s) are capable of repelling water, oil and other liquids that cause stains. However, their toxic effects and bioaccumulation has been a major ecological concern. Textile and garment industry is making decent progress to get more eco-friendly with different approaches to minimize the burden of these compounds on the ecosystem, with ultimate aim to phase out these chemicals.
- Yarn based solutions: Yarn based solutions have not deviated much from fabric finishes, in terms of chemistry, but they are focused more on treating the yarn instead of the fabric. This approach not only provides better protection from stains but also help in maintaining breathability of the fabric similar to without the treatment.
- Water proof membranes: Water proof membranes are typically made of PTFE (poly tetra-fluoro ethylene) and related compounds. These are the same fluorinated compounds found in non-stick cookware and paints and coatings. The outdoor market utilizes a range of such solutions which resist water to penetrate the fabric but maintain the breathability to an acceptable level.
The Chemistries
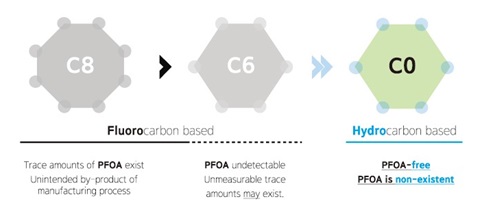
C8 Chemistry – The backbone of these compounds is made of a chain of 8 carbon atoms. Two methods are used to produce two slightly different products, namely “electro-fluorination” (electrolysis to replace hydrogen atoms in a molecule by fluorine atoms to create the 8 unit chain containing just carbon and fluorine) and “telomerisation” (joining single units together on to the growing polymer chain). The molecules, PFOA (perfluoro octanoic acid) and PFOS (perfluoro octanoic sulphate), so produced, have been found accumulated in various animals and have adverse effects, including carcinogenicity and toxicity.

C6 Chemistry – PFHA (perfluorohexanoic acid) with backbone of 6 carbon atoms, is supposed to be 40 times less bio-accumulative than PFOA (the 8-carbon counterpart). But it is also less effective, so more of the chemical has to be used to achieve the same result. Additionally, the recipe also involved small traces of C8 molecules. At present C6 technology is most prevalent in textile industry although a growing number of sustainability conscious brands are phasing out the use of such chemicals in their products.
Smaller chemistries: Attempts to use smaller perfluorocarbon segments (e.g. C4) have been made by many manufacturers. The smaller the fluorocarbon, the more rapidly it breaks down in the environment (a positive trait) but, unfortunately, the desired textile performance goes down as the size of the perfluorocarbon goes down.
Greener Approaches
The adverse effects of DWR chemistries involving fluoropolymers are well known in the textile industry and steps are being taken towards more sustainable and greener approaches.
Fluorine-free Chemistries: Although products with no PFOA and PFOS claim to be fluorine-free DWR products, there are products available or being tried that involve completely different chemistries. Paraffin (and other hydrocarbon based solutions), silica nanoparticles, Silanes (e.g. alkyl trialkoxy silanes) and are some of the front running examples.
Chemical Vapour Deposition (CVD): The advantages of CVD include eliminating the use of hazardous and environmentally harmful solvents, the lesser chemical requirements and extremely thin waterproof layer that has less effect on the natural look and feel of the fabric. The raw material can be looped back into the processing to minimize materials waste.
Renewably sourced DWR: Some products in market, fluorine-free or not, claim to be renewably sourced or reused after the fabrics life cycle. This approach ticks at least one of the criteria of being ‘green’, as it reduces the burden on our ecosystem.
Test Methods
Water Repellency is a property which can be easily observed, but for comparison and consistency of performance specific tests have been devised to test water repellency and the associated performance parameters. Some of the leading tests have been listed below:
Contact Angle: As mentioned earlier in this article, contact angle is a direct measure of water repellency of any surface. Higher the contact angle of water on the surface, more water repellent is it.
Water Repellency (Spray test) [AATCC 22]: This test method measures the resistance of fabrics to wetting by water. The test is suitable for measuring the water-repellent efficacy of finishes applied to fabrics. In this test, water sprayed against the taut surface of a test specimen under controlled conditions produces a wetted pattern whose size depends on the relative repellency of the fabric. Evaluation is accomplished by comparing the wetted pattern with pictures on a standard chart. The results obtained with this test method depend on water repellency of the fibers, yarns and finishes on the fabric, and upon construction of the fabric.
Water Resistance (Rain Test) [AATCC 35]: This test measures the resistance to the penetration of water by impact, and thus can be used to predict the probable rain penetration resistance of fabrics. A test specimen, backed by a weighed blotter, is sprayed with water for 5 minutes under controlled conditions. The blotter is then reweighed to determine the amount of water which has leaked through the specimen during the test.
Water Resistance (Hydrostatic Pressure Test) [AATCC 127]: This test measures the resistance of a fabric to the penetration of water under hydrostatic pressure. It is applicable to all types of fabrics, including those treated with a water resistant or water repellent finish. Water resistance depends on the repellency of the fibers and yarns, as well as the fabric construction. The results obtained by this method may not be the same as the results obtained by the test methods for resistance to rain or water spray. One surface of the test specimen is subjected to a hydrostatic pressure, increasing at a constant rate, until three points of leakage appear on its other surface.
Aqueous Liquid Repellency (water/alcohol test) [AATCC 193]: This test aims to determine the efficacy of a protective finish that is capable of imparting a low energy surface on all types of fabrics, by evaluating the fabric’s resistance to wetting by a selected series of water/alcohol solutions of different surface tensions. Drops of standard test liquids, consisting of a selected series of water/alcohol solutions, are placed on the fabric surface and observed for wetting, wicking and contact angle.
Depending on the application, the manufacturers or brands perform the appropriate test to testify their product. It is also pertinent that more than one test is performed to ascertain superior performance of a fabric/garment product over its competitors.
Conclusion
Water repellency is a desired trait in many textile applications and technology has been evolving rapidly to come up with new solutions. The main focus of the technologies has been to reduce the impact on ecosystem, without compromising on functions and performance. The greener approaches (mentioned in the article earlier) are aimed to achieve the common goal of enhance performance with negligible or no adverse effects on the nature.
Share This Post